
A. Tujuan
- Mengetahui pengaruh perubahan validasi arus terhadap pembentukan pori untuk pewarnaan hasil proses anodisasi dalam larutan H2SO4
- Menghasilkan produk lapisan oksida alumina dapat diaplikasikan untuk pewarnaan dalam proses lebih lanjut.
B. Landasan Teori
Aluminium merupakan salah satu logam non-ferrous yang paling banyak dipergunakan dalam bidang keteknikan karena memiliki sifat yang ringan, tahan terhadap korosi, dan dapat didaur ulang (Budiyanto, 2008). Aluminium sering dimanfaatkan sebagai bahan baku pembuatan berbagai perlengkapan rumah tangga, industri otomotif, hingga pembuatan pesawat terbang. Hal ini dikarenakan Aluminium memiliki beberapa sifat yang unggul seperti kuat, ringan, serta konduktivitas panas dan listrik tinggi. Aluminium juga memiliki sifat mampu mesin (machinabillity) dan sifat mampu cor (castabllity) baik, serta mudah ditempa (formability) dan lain-lain (Nugroho, 2015).
Teknik pewarnaan logam Aluminium yang digunakan dalam industri adalah teknik pelapisan logam Aluminium dengan menggunakan pewarna (dye) ataupun dengan Chrome (Cr). Penggunaan teknik pelapisan dengan menggunakan pewarna maupun Chrome mempunyai beberapa kelemahan, yaitu mudah terkelupasnya pewarna ataupun Chrome pelapis logam Aluminium. Kelemahan ini akan berdampak pada daya beli pasar terhadap peralatan yang berbahan dasar Aluminium. Untuk meningkatkan nilai estetika pada logam Aluminium sebagai bahan dasar dalam sebuah industri, maka salah satu cara yang dapat digunakan adalah dengan memadukan antara logam Aluminium dengan logam lain yang memiliki nilai estetika lebih tinggi seperti emas atau tembaga. Teknik yang paling tepat digunakan untuk logam Aluminium yaitu teknik anodizing (Dong, 2010).
Teknik anodizing adalah suatu proses penyepuhan logam yang didasarkan atas pembentukan lapisan oksida Aluminium melalui oksidasi yang terkontrol sehingga terbentuk pori, pori inilah yang kemudian dilapisi/diisi oleh lapisan logam lain. Secara umum teknik anodizing dapat dibedakan menjadi dua jenis yaitu, regular anodizing dan hard anodizing. Yang membedakan dari kedua jenis teknik tersebut adalah atas dasar kuat atau lemahnya proses pembentukan oksida logam melalui pengontrolan. Teknik regular anodizing digunakan untuk keperluan yang bersifat dekoratif, sedangkan teknik hard anodizing lebih bertujuan meningkatkan kekuatan fisik dari sebuah logam. Teknik anodizing dapat digunakan untuk meningkatkan ketahanan logam Aluminium terhadap korosi serta meningkatkan ketahanan fisik serta keausan logam Aluminium. Pemilihan teknik anodizing akan sangat bergantung pada keperluan. Jika yang diperlukan hanya sebatas membuat Aluminium yang dekoratif atau memiliki nilai estetika maka cukup digunakan anodizing jenis regular anodizing (Kusuma dkk, 2014).
Dari proses anodizing akan diperoleh suatu material seperti material baru yang mempunyai sifat yang lebih baik, misal: meningkatnya ketahanan aus, meningkatnya ketahanan panas, meningkatnya kekerasan, meningkatnya ketahanan korosi. Disamping memperbaiki sifat material suatu produk, proses anodizing ini juga memperindah tampilan suatu produk (Sidharta, 2014). Untuk proses finishing logam diperlukan bagi logam-logam yang mudah untuk mengalami sifat korosi, selain itu berfungsi sebagai untuk memperindah penampilan. Beberapa proses penting finishing yaitu adalah elektroploting. Elektroploting merupakan suatu cara pelapisan yang menggunakan listrik sebagai medianya (Anwar, 2008).
C. Alat dan Bahan
Alat:
- Power supply
- Pipa U
- Amplas
- Mikroskop
Bahan:
- Plat alumunium 1 cm x 5 cm
- Plat tembaga 1 cm x 5 cm
- Aseton
- Etanol 95%
- Aquades
- H2SO4 10% 500 mL
- Pewarna makanan
- Etanol 95%
D. Cara Kerja
- Plat alumunium dan tembaga diamplas
- Plat alumunium dan tembaga yang telah diamplas kemudian direndam di aseton 5 detik
- Dibilas dengan air mengalir dan direndam dengan etanol 95%
- Siapkan larutan H2SO4 10% sebanyak 500 mL
E. Pembahasan
Anodasi almunium dilakukan untuk melindungi alumunium dengan mempertebal lapisan oksida pada permukaan alumunium tersebut. Percobaan ini dilakukan dengan mengelektrolisis logam alumunium dengan variasi arus. Elektrolisis dilakukan dengan menggunakan larutan (H2SO4) 10% yang bertindak sebagai jembatan garam. Setelah dielektrolisis logam alumunium di warnai dengan pewarna tekstil untuk kemudian dilihat perbadaan hasil pewarnaan antar logam yang dielektrolisis dengan besar arus yang berbeda.
Sebelum logam alumunium dielektrolisis, dilakukan pengamplasan terlebih dahulu untuk menghilangkan oksida-oksida dan kotoran-kotoran serta membuka pori-pori dipermukaan logam sehingga zat pewarna dapat meresap dengan maksimal ke dalam logam. Sisa-sisa oksida dan kotoran-kotoran dipermukaan logam yang masih menempel setelah tahap pengamplasan dihilangkan dengan merendam dengan aseton selama 5 detik kemudian dibilas dengan aquades dan diakhiri dengan merendam dengan etanol.
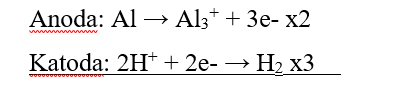
Serangkaian alat elektrolisis disususun dengan logam alumunium sebagai anoda dan logam tembaga sebagai katoda, larutan asam sulfat (H2SO4) 10% bertindak sebagai jembatan garam. Elektrolisis dilakukan dengan arus 250 mA, 350 mA, dan 450 mA masing-masing selama 15 menit. Setelah proses elektrolisis, pori-pori logam alumunium akan terbuka dan siap untuk menyerap pewarna tekstil. Proses pewarnaan dilakukan dengan merendam logam alumunium hasil elektrolisis pada pewarna tekstil yang telah dilarutkan dengan aquades yang dipanaskan. Reaksi yang terjadi:
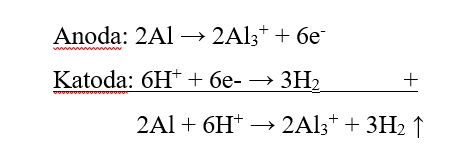
Setengah reaksi
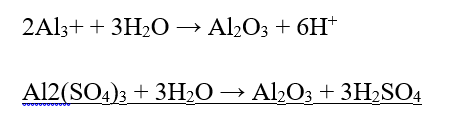
Ion aluminium sangat tidak larut dalam air, sehingga akan membentuk oksida di permukaan logam:
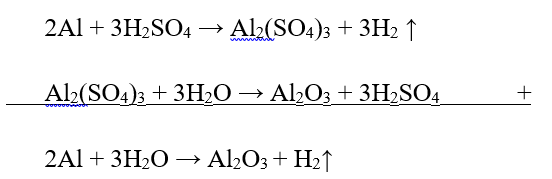
Sehingga reaksi totalnya :
Semakin tinggi arus yang digunakan, terbentuknya pori-pori pada permukaan logam akan semakin maksimal. Ketika proses pewarnaan, pori-pori permukaan logam yang besar akan memaksimalkan proses pewarnaan pada logam. Sehingga semakin tinggi arus yang digunakan maka semakin banyak pewarna yang menempel pada logam alumunium. Namun, dalam percobaan yang dilakukan pewarna yang menempel pada logam alumunium semakin sedikit dengan meningkatnya arus yang digunakan.
Adapun faktor yang dapat menyebabkan terjadinya kesalahan diatas mungkin disebabkan karena kesalahan dalam pengamplasan lempeng logam aluminium atau tembaga yang kurang bersih sehingga masih terdapat kontamin di permukaan logam sehingga proses pewarnaan terganggu.
F. Kesimpulan
- Arus yang semakin besar menyebabkan pori-pori pada logam akan terbuka sehingga warna yang menempel semakin banyak. Namun ada pula faktor yang mempengaruhi penempelan warna seperti sisa kontaminan atau sisa oksida-oksida sehingga menghambat proses pewarnaan.
- Aluminium dapat mengalami anodizing sehingga permukaan aluminium menjadi aluminium oksida yang disebut pori. Sehingga proses ini dapat meningkatkan daya tahan korosi ataupun memperbaiki tampilan dengan cara pewarnaan.
G. Daftar Pustaka
Anwar, Salwin. 2008. Variabel Tegangan terhadap Hasil Electroplating pada Alat Penyepuh Logam (Voltage variable to result of electroplating at glider metal). Jurnal Poli Rekayasa. 4(1):42-49.
Budiyanto, E., Nugroho, E., & Zainudin, A. 2018. Uji Ketahanan Fatik Aluminium Scrap Hasil Remelting Piston Bekas Menggunakan Alat Uji Fatik Tipe Rotary Bending. Turbo: Jurnal Program Studi Teknik Mesin. 7(1).
Dong, H. 2010. Surface Engineering of Light alloys Aluminium, Magnesium and Titanium Alloys). Padstow, Cornwall, UK: TJ Internasional Limited.
Kusuma, A. K., Karyasa, I. W., & Suardana, I. N. 2014. Anodizing Logam Aluminium Dengan Variasi Beda Potensial. Kimia Visvitalis. 2 : 138- 145.
Nugroho, F. 2015. Pengaruh Rapat Arus Anodizing Terhadap Nilai Kekerasan Pada Plat Aluminium Paduan Aa Seri 2024-T3. Jurnal Angkasa. 8(2) : 39-48.
Sidharta, Bambang Wahyu. 2014. Pengaruh Konsentrasi Elektrolit Dan Waktu Anodisasi Terhadap Ketahanan Aus, Kekerasan Serta Ketebalan Lapisan Oksida Paduan Aluminium Pada Material Piston. Jurnal Teknologi Technoscientia. 7(1) : 10-21.
H. Lampiran

Plat alumunium berwarna merah 
Proses pemanasan 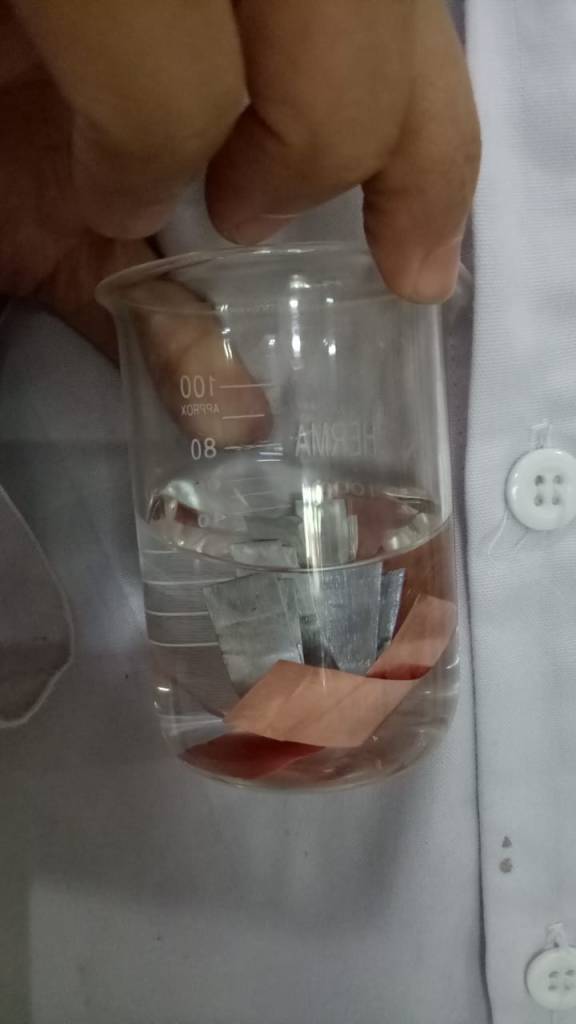
Proses pencucian plat dalam aseton 
Proses elektrolisis 
Proses pengamplasan plat 
Larutan
